The kitting
Since the 1970s, we have witnessed a significant diversification of finished products made with a significant increase in variants and specific products. The wood and furniture industries were particularly concerned by this phenomenon : raw materials, machinery, information systems have enabled this evolution.
But too often, the tool management and systems of handling and storage are not in tune with this new mode of production.
To expand its product range, to provide customized products, and respecting costs, quality and delivery time, think “Kitting”.
But what is kitting? It can be defined as a procurement method of grouping of components to be assembled together.
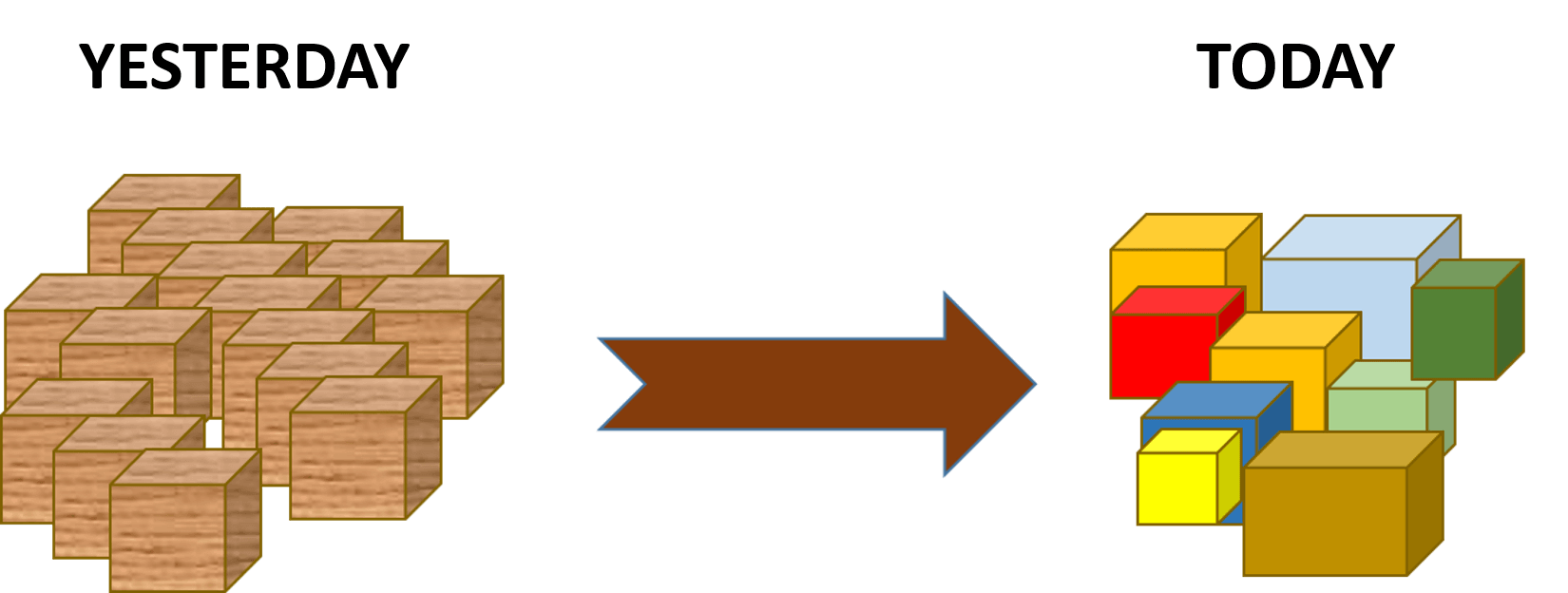
Yesterday
Yesterday, joinery manufacturers, furniture manufacturers, working in batches. They produce in one batch, 100 identical windows or 400 identical furniture. These products were stored before being distributed. The customization did not exist.
Productions means do not allow unit production. Changing series was very long, large production batches were privileged. Raw materials were also a drag on the production of small series. Finally, information systems were also a drag.
In this production, handling and storage were quite similar from one company to another : roller tables on which were stored component stacks. These rollers tables taked an important place in the soil and did not facilitate the flow of products. This however brought some rigor and avoid a messy storage. When it was possible to have 80 or more identical pieces this method could be justified. But in the case of single parts, it no longer has any justification.
Today
Today, due to the diversification of products, due to the realization of specific products, handling and storage with roller tables are no longer possible.
The work to order, or by group of order became a “standard”. The components, often specific, are cut, machined, assembled to order.
Machines make easier work to order :
- Sawing: machines (single-blade saws, chainsaws, nesting), coupled with efficient cutting optimisation software, can work by order or group of orders.
- Machining: The machining lines and edgebanding, machining centers, moulders are now very flexible and allow to work on sequences of totally different pieces.
- Finishing: Robotic finishing lines can process different pieces and different colors.
- Assembling: The assembly order is easily achievable thanks to the new assembly techniques and new generations of clamps.
Information systems make easier work to order :
- Graphic configurator: Graphics design tools allow us to quickly build custom furniture or joinery. These tools require significant work settings initially, but this allows great flexibility coupled with high security.
- Production files : Configurators allow to generate automatically bill of materials and files for machines.
- List of Products : Information systems allows list of products per order or per group of orders according to desired criteria.
Raw materials make easier work to order :
- Melamine panels, medium panels : standardization of sizes, homogeneity and the quality of these products allows custom work, facilitating the cutting optimizations.
- Laminated scantlings: regularity and dimensional standardization of these products allows work to order and just in time.
- Hardware components : rationalization of components makes work easier. Similarly, component comes with its “CAD file” for machining.
But all these technologies, for working “to order”, must have around them a proper flow management. We need a material handling system in line with the custom work.
Storage and handling with roller tables lines cannot operate with such a system. What should we expect from handling system?
- Flexibility and variability: allow handling and storing different types of components, on lower unit volumes and allow for variations of significant volume. Allow to quickly reverse the order scheduling.
- Quality: allow to handle the parts without damaging them, and be able to trace it throughout the manufacturing cycle.
- Ergonomics: allow to handle the parts without fatigue for the operators
- Scalability and responsiveness: allow to change the format of parts, to quickly accept an increase or decrease in volume.
So what is the best system? 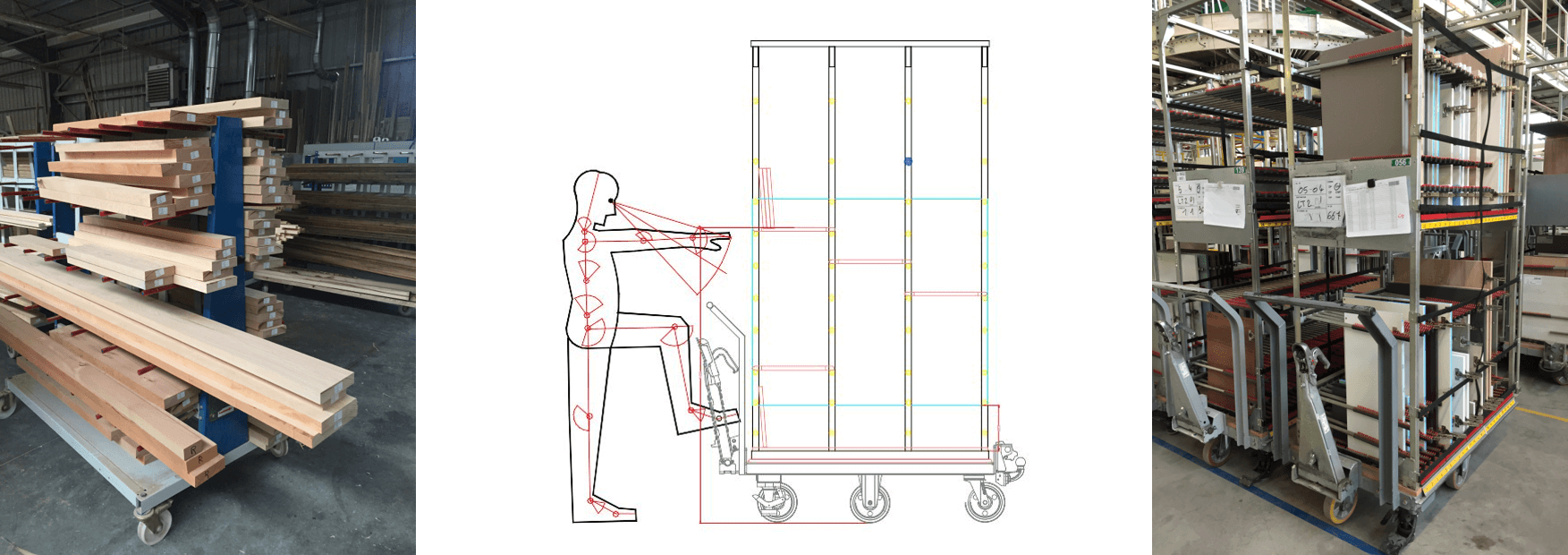
The kitting trolleys
The kitting trolleys, meet the above criteria and therefore allow the establishment of kitting : Deliver to the assembly station a kit of parts “customized” for a given order.
Flexibility – Variability:
- Trolleys design must allow a flexible partitioning to enable to easily scale the storage cells. Whether in furniture or in jointery, the pieces have very variable dimensions. The horizontal separation must be able to be changed.
- With the trolley, depending on the volume of production, you can easily increase or decrease the number. In the case of seasonality and lower activity, carts can be set siding.
Quality
- The protections put on the trolley should help ensure the quality of parts and avoid handling shocks. Clamping systems can be added to secure the movements.
- The work to order, with preparation of lists allows to controlled at each process the component and to avoid an error during the assembly phase. Monitoring tools and traceability (bar code, RFID), further facilitate the monitoring of production and improve security.
Ergonomics
- In trolleys, large parts are stored vertically. For ergonomic, this storage method is much better than that consisting in storing pieces flat. (Less back strain)
- Similarly, the fact of not having roller lines laid on the ground is much less dangerous. (Reduced risk of falls)
Scalability and responsiveness
- The flexibility of partitioning trolleys, ease to add more when increasing volume, make this system a scalable and responsive system.
Sizing – Volumetric
Sizing:
- Define larger component dimensions precisely. The height and width of the trolley is expected to store these parts.
- Define the maximum weight of the trolley according to the number of parts and the weight thereof. The trolley must be handled manually by one person..
Volumetric
The number of trolleys will depend :
- The number of orders or group of orders per cycle : C
- The number of workstation : P
The number of required trolleys is equal to :
Nbre = (P + 1) X C
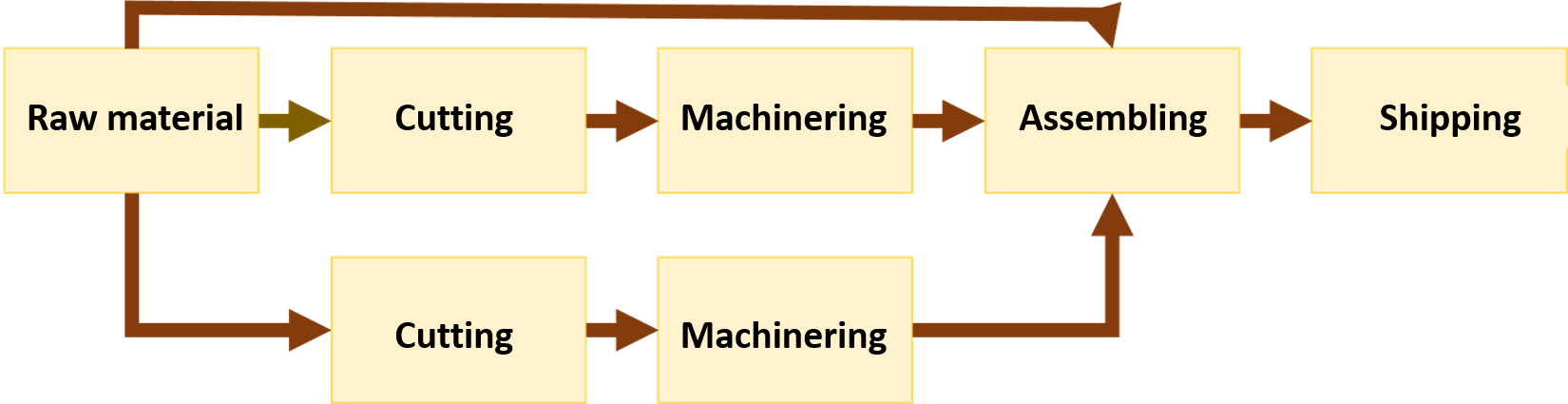
For example, if you process 12 orders per day and that your feed is: Flow – Machining – Drilling – assembly, the number of trucks needed is :
![]() (4 + 1) X 12 = 60
(4 + 1) X 12 = 60
Imponderable
The following points are very important :
- The products are sorted by order or group of orders in a carriage, but also in terms of homogeneous flow.
- Trolleys storage areas must be treated so that the wagons are not positioned chaotically.
- The parts lists must be “hooked” to the carriage
- A self-check needs to be done at each workstation. The supplier must deliver only good products to its customer.
- Planning and scheduling must be scrupulously respected.
- Consumer parts must be stored along the lines (supermarket)
Conclusions
The variety of products, custom work require responsiveness, high flexibility.
The machines allow. Management tools allow. Raw materials allow. But today the production depends on the flow.
We must therefore consider these. And in our case, the physical part of the flow can only be processed by trolleys with production kit. These trolleys must be designed according to your components. The study should be well upstream conducted to solve the problems of flexibility, quality, ergonomics.